Книги
Книги Техника
Техника Электроника
Электроника Программирование
Программирование Начинающему программисту
Начинающему программисту Веб-интерфейс
Веб-интерфейс Графический интерфейс
Графический интерфейс Оконное приложение
Оконное приложение Видео
Видео Изображения
Изображения Аудио
Аудио Текст
Текст HTML
HTML Все теги
Все теги Вооружение
Вооружение Ардуино
Ардуино Проекты
ПроектыГравировальный станок
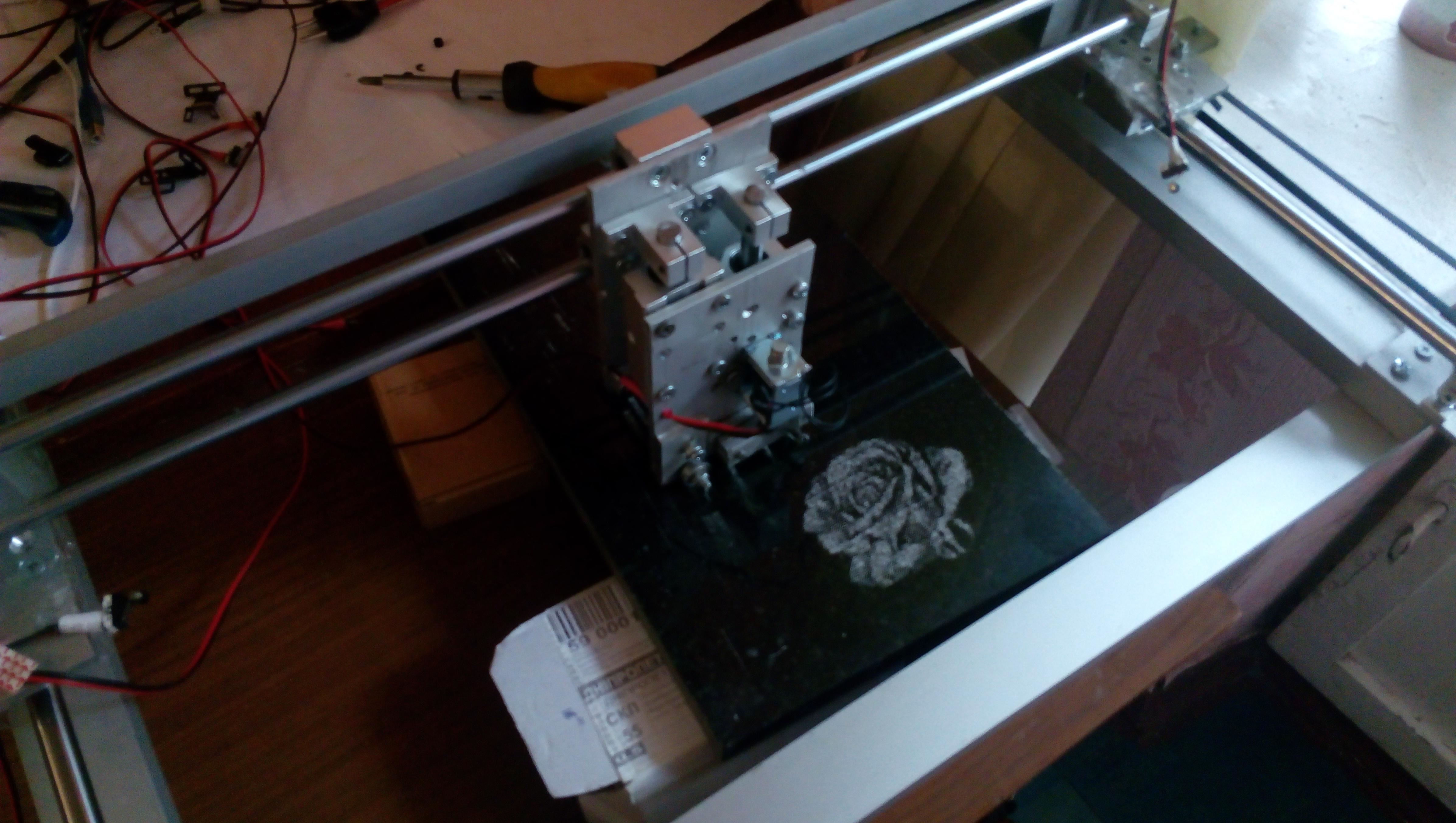
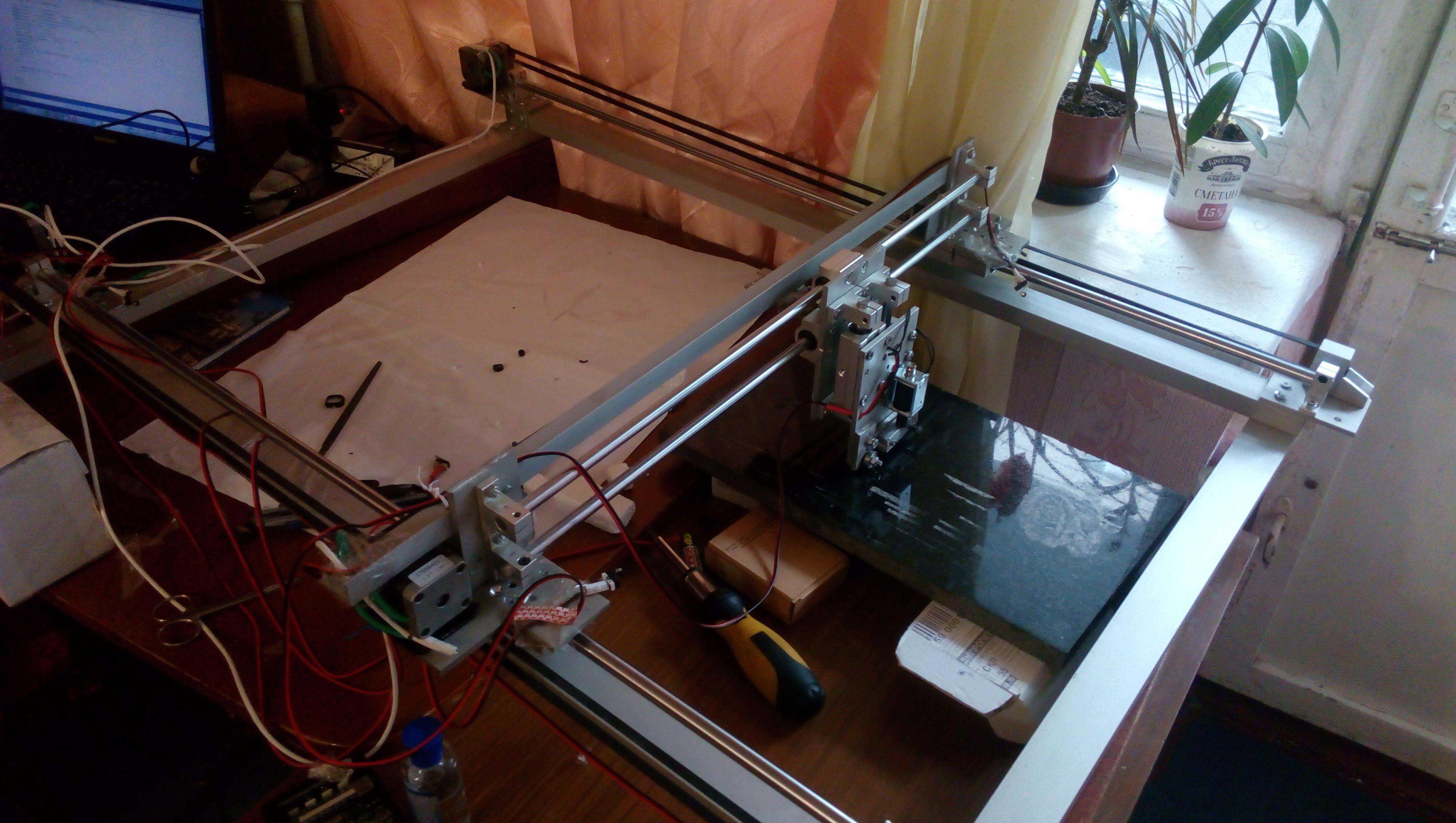
Гравировальный станок
Гравировальный станок, предназначенный для гравировки по камню с использованием соленоида с гравировальным резцом
Основное оборудование для гравера, прошивка контроллера и настольная программа управления печатью. Перемещение каретки по осям X и Y с помощью шаговых двигателей. Регулировка силы удара с помощью напряжения на соленоиде и параметров импульса соленоида
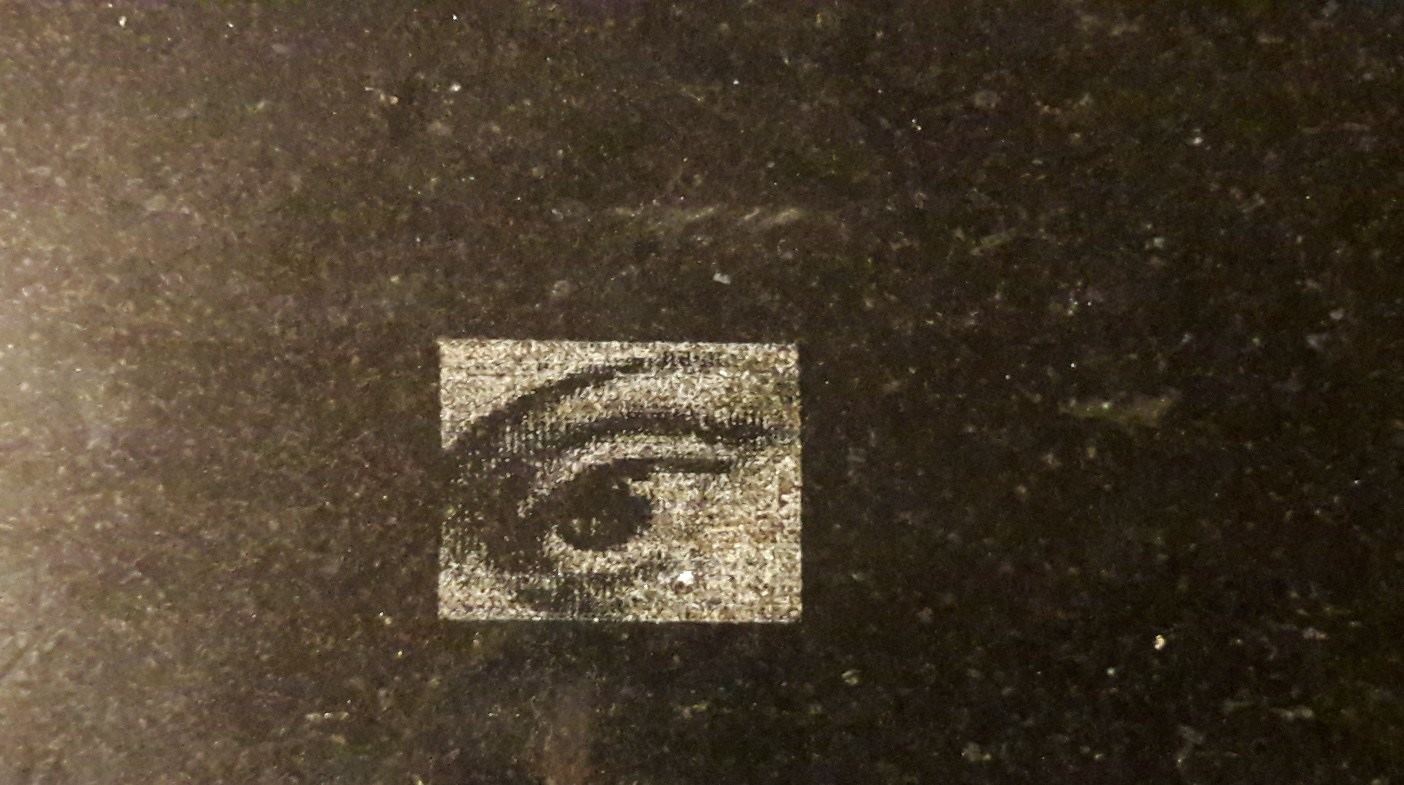
Исходное изображение преобразуется в оттенки серого, после чего каждый пиксель гравируется на камне режущими мазками. Резец оставляет светлый след на изначально темной поверхности камня. Чем больше ударов нанесено в одну точку, тем светлее остается след.
Каретка перемещается по поверхности камня с помощью шаговых двигателей и винтовых направляющих
Передача команд на контроллер осуществляется с ПК по кабелю. Для этого используется приложение Engraver.Control. Программное обеспечение позволяет создать программу печати, отправить ее на контроллер и управлять принтером (как в ручном режиме, так и в автоматической печати)
Основные параметры системы:
- Размер области гравировки – 1000x600 мм.
- Скорость движения каретки – 10..15мм/сек (режим быстрого перемещения) 5..10 мм/сек (точно при печати)
- Скорость печати – 20..22 операций в секунду (геометрическая скорость зависит от яркости печатаемого изображения: белые цвета – медленнее, черные цвета – быстрее)
- Шаговой двигатель
- напряжение – 24 В
- ток – 1,6А
- Гравировальный соленоид
- напряжение – 24 В
- расстояние перемещения – 3 мм.
- Материал для гравировки – любой камень, стекло, полированный металл.
Приложение Engraver Control
Приложение управления гравером
Десктопное приложение для работы на гравировальном станке. Разработан на C++ с использованием .Net framework. Может работать на любом ПК с операционной системой, поддерживающей .NET Framework (Windows 7,10,11) 
Главное окно включает в себя:
- Панель ручного управления гравером
- Статус соединения с принтером
- Кнопки основных функций – загрузка изображения, загрузка ранее сохраненной программы, настройки принтера, параметры изображения (разблокировка процесса подготовки изображения и генерации программы), запуск печати (доступны после генерации программы или при загрузке ранее сохраненной программы).
- Рабочая область для масштабируемого предварительного просмотра печати, включающая
- Линейки с масштабом реального размера
- Граница рабочей области (размер задается перед печатью)
- Граница камня для гравировки (размер задается перед печатью)
- Исходное изображение, наложенное на область печати.
- Преобразованное изображение, на котором показано положение всех пикселей, подлежащих гравировке (наложением на область печати).
- Положение каретки
- Следующее положение каретки согласно текущему номеру команды (во время печати или предварительного просмотра)
- Управление печатью — номер текущей команды, оставшееся и прошедшее время выполнения команды, а также кнопки для приостановки и продолжения печати (доступны во время печати)
Основные функции приложения управления Enгравером:
Установление соединения с принтером через любой из доступных последовательных портов
Ручное управление гравером
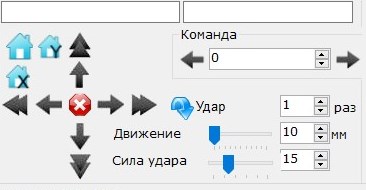
- Остановить текущее движение
- Перемещение на фиксированное расстояние в любом направлении (настраиваемое)
- Начать движение в любом направлении
- Сделать несколько ударов резаком (настраивается)
- Изменить силу удара резака
- Переместиться в исходное положение (X, Y или оба)
- Отправить команду контроллеру вручную и получить ответ
Изменить параметры гравера
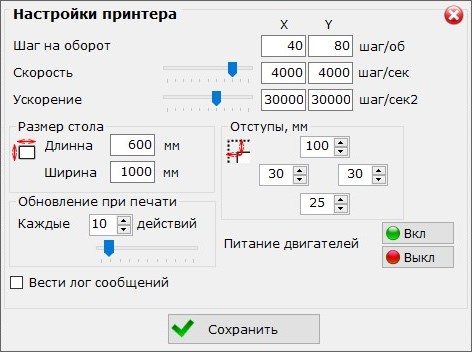
- Размер области печати
- Шагов на значение вращения (независимо для каждой оси)
- Границы области гравировки по умолчанию
- Частота обновления для отправки отзыва в управляющее приложение.
- Ручное отключение питания на обмотках двигателя (для ручного перемещения каретки)
Загрузить изображение для печати
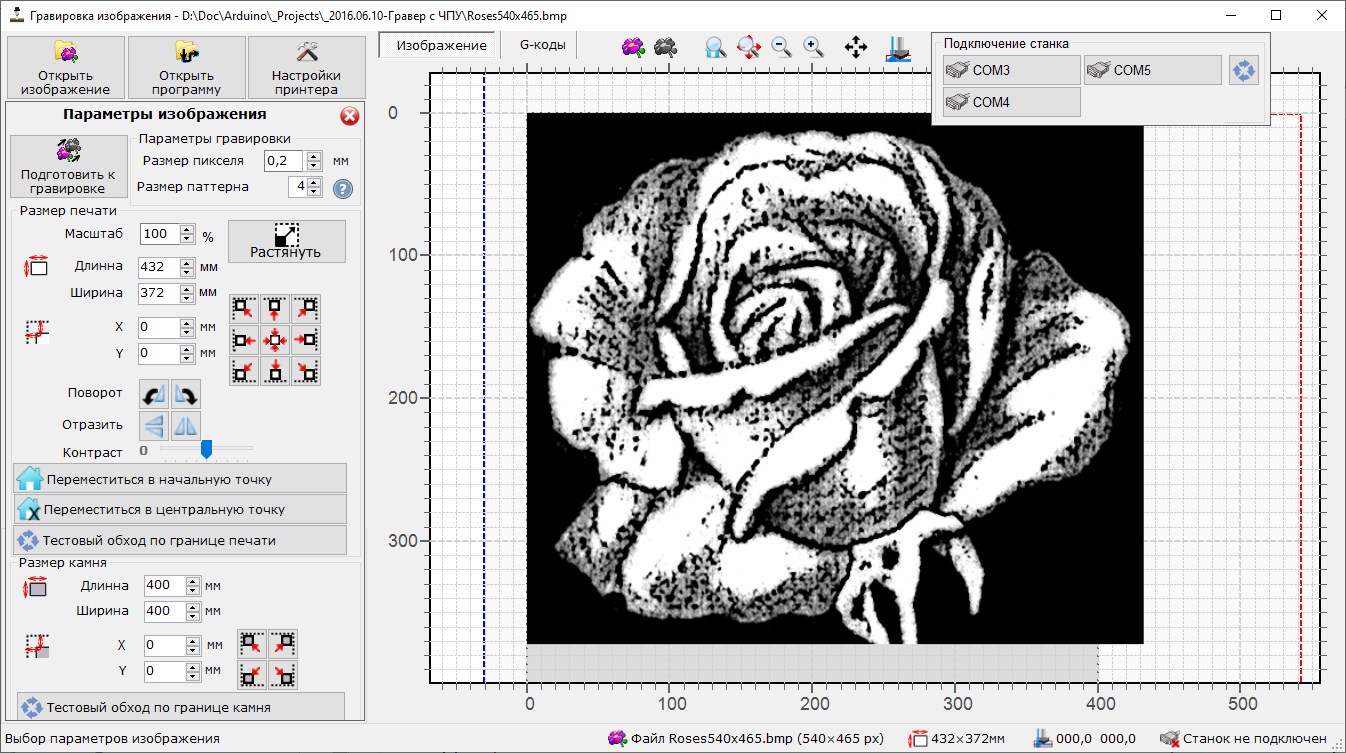 Предпочтительны использовать изображения в оттенках серого в формате BMP . Цветное изображение можно преобразовать в формат оттенков серого во время подготовки к печати, но наилучшее разрешение
Предпочтительны использовать изображения в оттенках серого в формате BMP . Цветное изображение можно преобразовать в формат оттенков серого во время подготовки к печати, но наилучшее разрешение
ult будет для изначально подготовленных изображений
Подготовьте изображение к печати – преобразуйте оригинал в черно-белый набор пикселей
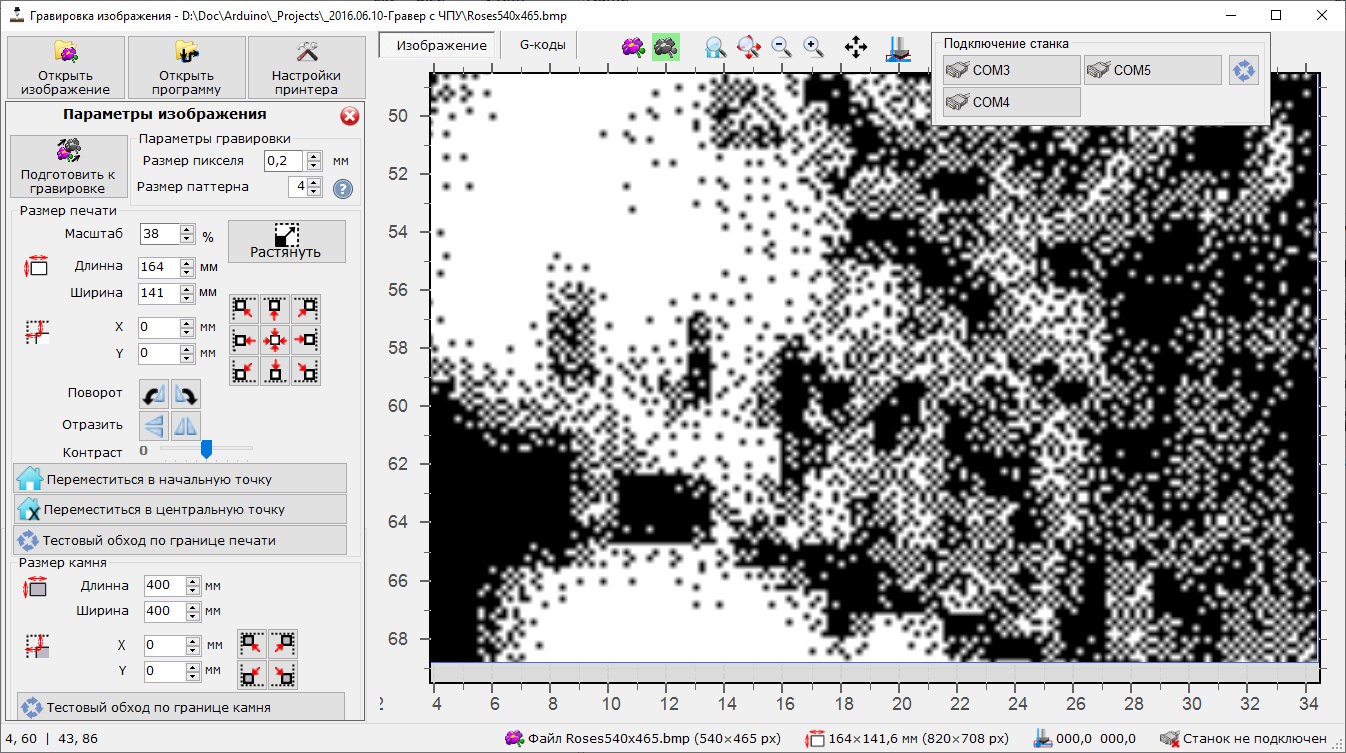
- Установить физический размер пикселя
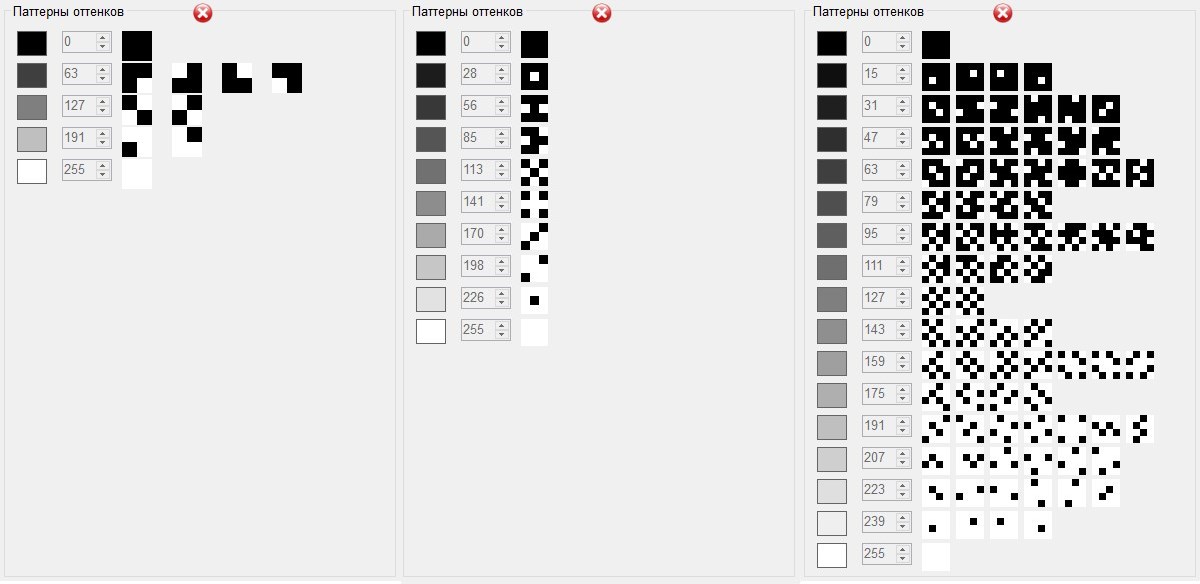
- Установите размер шаблона для каждого пикселя. Каждый пиксель исходного изображения преобразуется в узор из черно-белых пикселей. В зависимости от размера рисунка можно напечатать различное количество оттенков серого (4 оттенка для рисунка 2х2, 9 оттенков для рисунка 3х3, 16 оттенков для рисунка 4х4).
- Можно напечатать различное количество оттенков серого (4 оттенка для рисунка 2х2, 9 оттенков для рисунка 3х3, 16 оттенков для рисунка 4х4). Чтобы избежать четко видимых повторяющихся рисунков для каждого оттенка, используются несколько вариантов, выбранных случайно во время приготовления.
- Изменить размер изображения в соответствии с требуемой областью печати в соответствии с размером пикселя и целевым физическим размером.
- Создайте поля и установите начальную точку изображения (во избежание наложения изображений).
- Поворот или зеркальное отображение (при необходимости).
- Изменить яркость изображения (сделать его ярче или темнее с соответствующим изменением действий гравировки.)
- После окончательной настройки всех параметров можно активировать тестовое движение каретки. В этом режиме каретка движется вдоль внешней границы печатного изображения, но гравировальный резак не касается поверхности камня. Это позволяет проверить, что все настройки размера изображения и полей верны и во время реальной печати каретка не выйдет за границы камня, на котором выполняется гравировка. Очень важно для печати на камнях сложной (не прямоугольной) формы
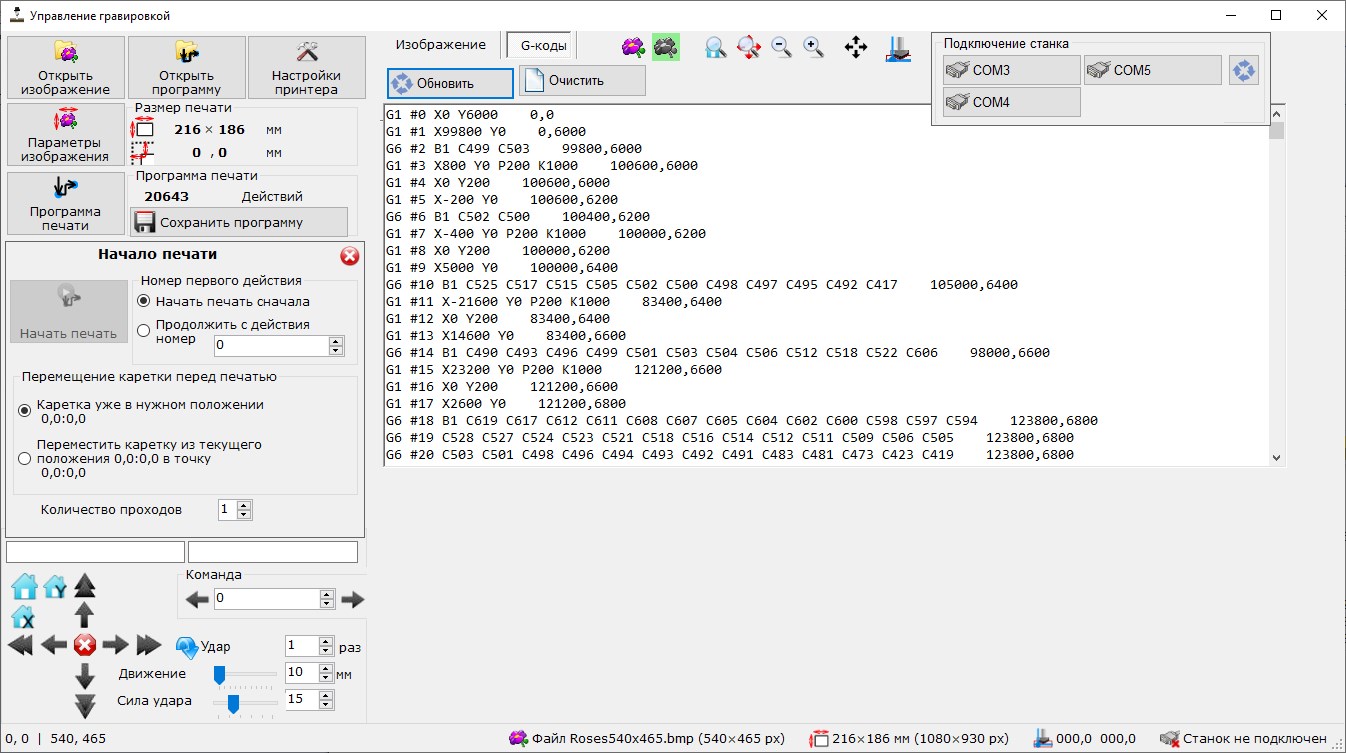
Создать программу печати.
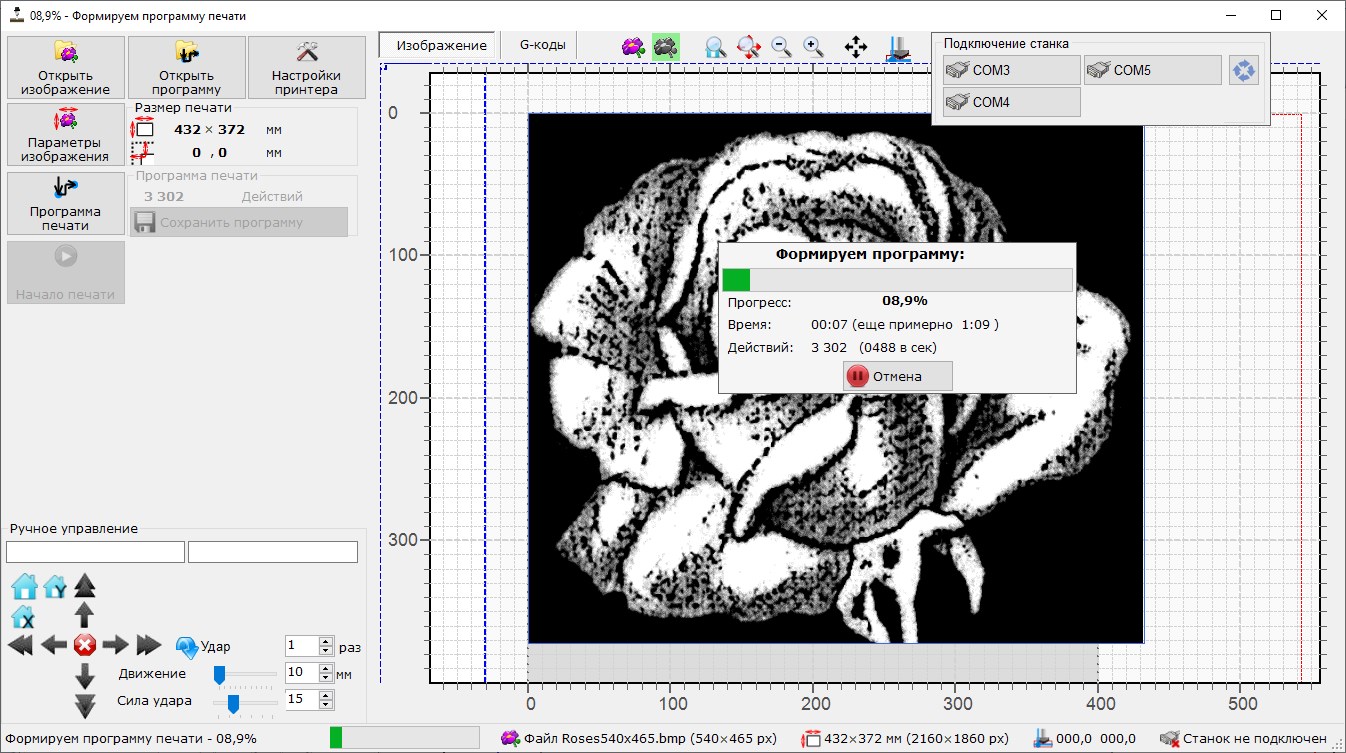
- На основе черно-белого изображения (после конвертации) генерируется набор G-кодов движения каретки и ударов фрезы
- Движение каретки оптимизировано, чтобы не тратить время на перемещение по темным участкам, куда не требуется удар.
- Время генерации зависит от размера изображения и настроек узора. Для реальных изображений, сопоставимых с площадью печати (600x1000 мм) и хорошего качества печати (размер рисунка 4x4, размер пикселя 0,2 мм), генерируется около 100 000-200 000 действий (зависит от количества светлых тонов изображения), что соответствует до 50-100 кПкс печати (каждый пиксель кодируется двумя действиями – перемещение в позицию + удар резака с разной силой) ~500-1000 действий в секунду, генерация на обычном ПК, соответствует 3-4 минутам генерации программы результата с расширением .g и размером 15-25 Мб (в зависимости от количества светлых тонов на изображении и соответственно количества действий)
- После создания программы его можно сохранить в текстовом формате (для дальнейшего использования)
Предварительный просмотр и процесс печати
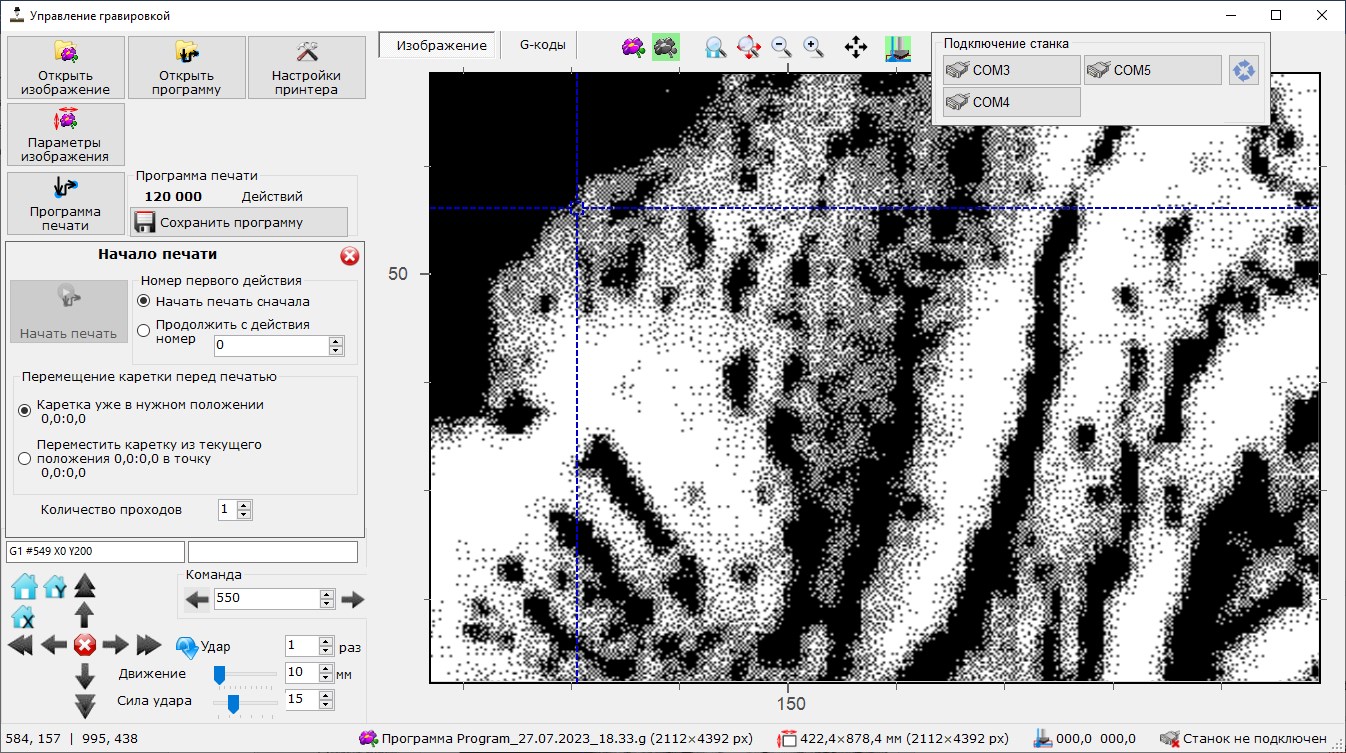
- Этот режим активируется после создания программы или открытия ранее сохраненной программы.
- Любое действие можно активировать вручную. В этом режиме предыдущая и следующая позиция каретки могут быть показаны на предварительном просмотре печати для понимания траектории каретки. Проверка не требует подключения к принтеру.
- Обычно печать начинается с первой команды печати с кареткой в «исходном» положении.
- При необходимости печать можно начать с любого номера команды (если печать продолжается после паузы)/ В этом случае вы можете выбрать:
текущее положение каретки соответствует координате в программе
Каретка находится в «исходном» положении и должна быть перемещена в целевое положение, прежде чем продолжить.
- Панель управления печатью
- Кнопки для паузы и продолжения текущей печати.
- Выбор номера действия (для ручного запуска из любого положения программы)
- Текущий номер команды, количество программ, загруженных в контроллер принтера, и размер очереди
Прошивка гравера
На основе модифицированной прошивки Marvin для 3D-принтеров. Использует модифицированный набор G-кодов:
G0 X1 Y-1— Начать движение каретки в указанном направлении до тех пор, пока не будет получена команда остановки (M0) или не сработает концевой выключатель.G1 #0000 X000.0 Y000.0- Переместить каретку по координатам X и Y на заданное расстояние, ммG5 #0000 P000 C000— сделать длительность ударов фрезы C P мсG26 X0000 Y0000— Установить указанные координаты для текущей позиции (не перемещаясь)G27 X Y— установить текущую позицию в качестве начала для каждой координаты.G28 X Y— Начало перемещения в исходное положение по каждой координате (до срабатывания концевого выключателя)G92 #0000 X000.0 Y000.0- Переместить каретку в указанное положение (с учетом текущего положения), ммM0– СтопM1— остановка обработки для получения следующей последовательности команд.M2— начать печать команд из очереди.M3— Отображение списка команд в очереди.M17— Включение шаговых двигателей.M18— выключение шаговых двигателей.M92 X000 Y000— установите количество шагов за оборот.M114— Отображение текущего положения каретки и концевых выключателей.M201 X000 Y000- Установка ускорения степперов по каждой координате, шаг/сек2M203 X000 Y000- Установка скорости степперов по каждой координате, шаг/секM500- Сохранение текущего положения и настроек в ПЗУ (EEPROM) контроллераM501- Загрузка текущего положения и настроек из ПЗУ (EEPROM) контроллераM502- Сброс параметров до стандартных (заводских)M503- Выходные текущие параметры гравераM666 #00000- Разблокировка работы системы с помощью уникального идентификатора из программы управленияM667- Блокировка системы. Получение команд через последовательный порт от программы управления вручную (в режиме обслуживания). Возможна работа с конкретным экземпляром управляющей программы для предотвращения нелицензионного использования.
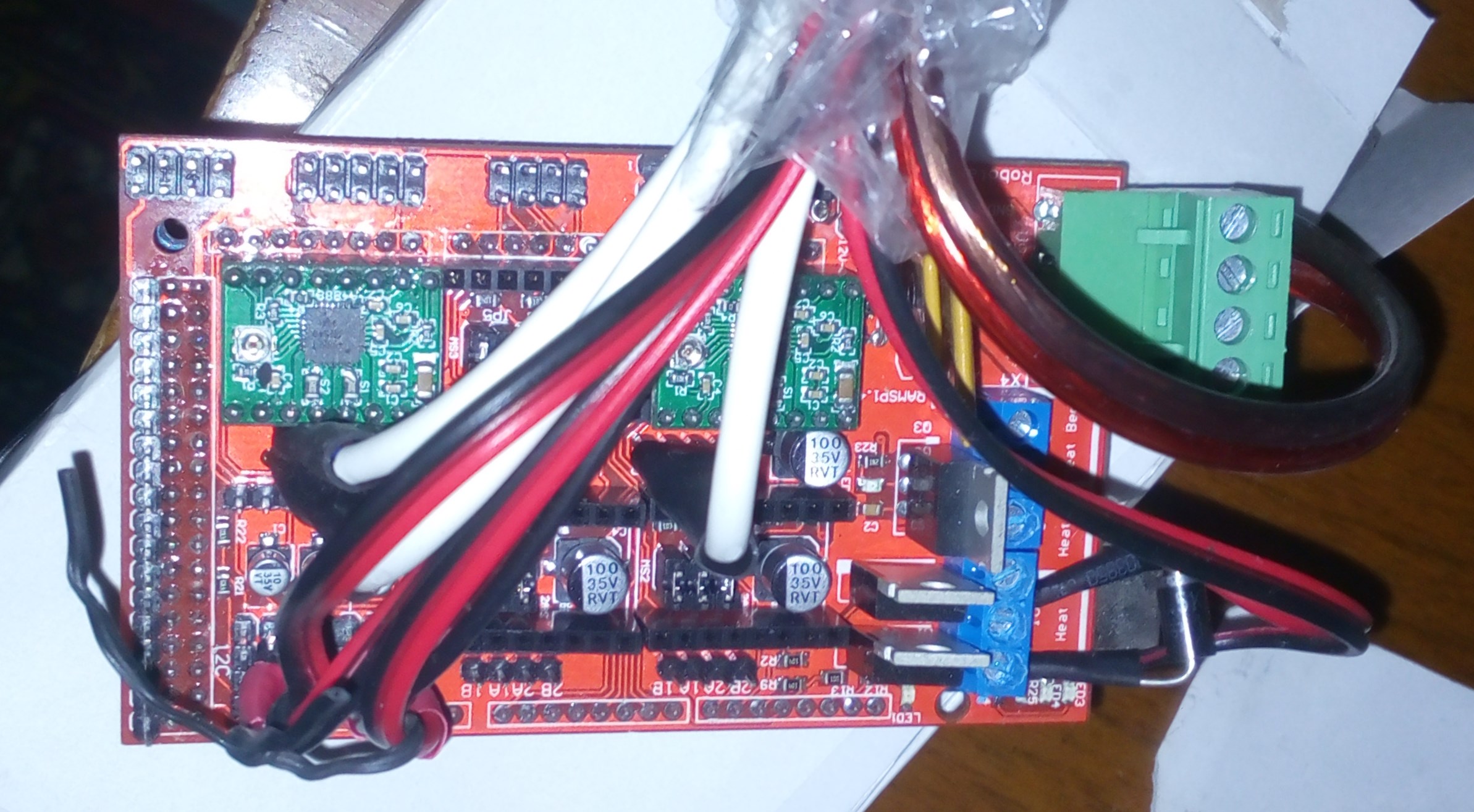
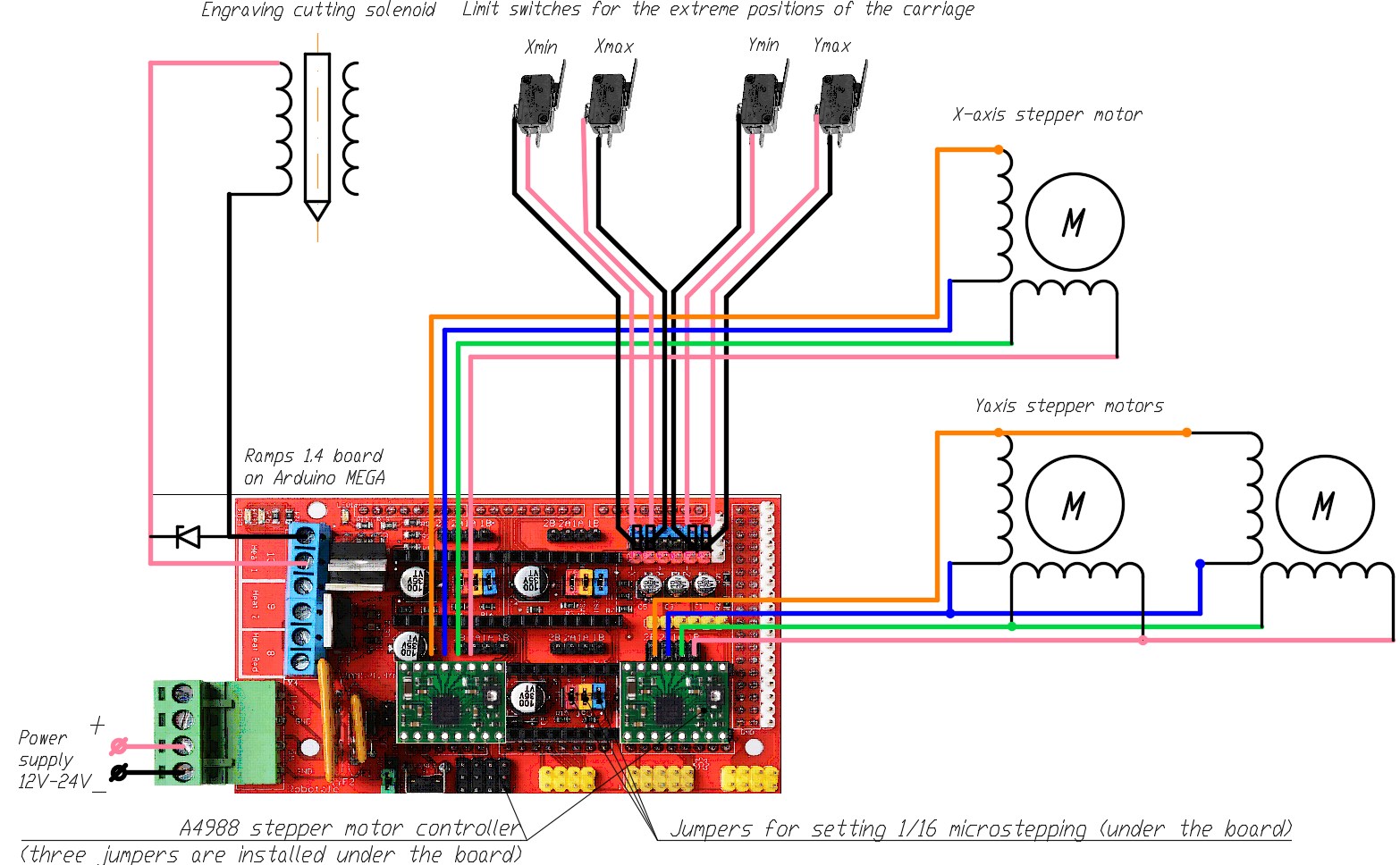
Компоненты
- Плата для пандусов 1.4
- Контроллер Arduino MEGA
- Драйвер шагового двигателя A4988
- Шаговые двигатели типоразмера NEMA 17, 1,6 А или аналогичные
- Соленоид 24 В
- Источник питания, импульсный, 220В->24В на 5-6,5А
- Концевые выключатели (механические или оптические)
Схема подключения
Возможные дальнейшие улучшения
- Добавление в принтер независимых элементов управления, позволяющих печатать без подключения к ПК.
- Добавление дисплея на принтер для индикации текущего статуса печати, предварительной печати и других элементов интерфейса.
- Дальнейшее улучшение стабильности, скорости интерфейса управляющего приложения, обрабатывающего изображения и генерирующего программы гравировки.
- Редизайн лазерной гравировки
Фотографии